- Cutting trajectory anomaly and elimination methods
The cutting trajectory deviates from the machining pattern and generally occurs when machining program programming errors or digital program control deviations occur. The abnormalities of the cutting trajectory that occur in addition to the machine control and programming errors can be discussed in the following two aspects.
(1) The electrode wire does not return to its original position when machining a closed pattern. From the workpiece point of view, the graph is generally correct, but the electrode wire has not returned to the origin (end point), and from the table hand wheel scale, it has returned to the origin (end point). This situation is mostly caused by deformation of the workpiece. There are also driveline errors in the machine table that can cause this type of failure. A dial gauge can be used to check the table drive accuracy. If the accuracy meets the requirements, it should be considered that the workpiece is deformed, and it is also possible that the master wheel misalignment (such as axial turbulence, etc.) will cause the electrode wire to be out of place.
Another reason is that the molybdenum wire electrode wear is too high. When cutting a workpiece with a large circumference, the wire diameter becomes fine so that it does not seem to return to the end, resulting in poor workpiece accuracy.
If it is the above reasons, you have to deal with them separately and deal with them separately. For example, adjusting the accuracy of the machine tool, eliminating residual stress in the workpiece, checking the adjustment guide wheel, and considering the use of low-loss power processing.
Another reason that cannot be ignored is that stepping motors are out of step. When cutting thin plate workpieces, due to the high feed rate, or part of the closed pattern running at the no-load machining state, the feed rate becomes faster, which may causes the stepping motor to lose its synchronism, resulting in the machining not returning to the original point. In this case, the feed rate should be adjusted in time, or amplitude limiting (frequency) elements such as regulator diodes should be added to the frequency conversion sampling loop. In addition, if the table has too much movement resistance during the partial stroke, it will cause loss of motion。
( 2 ) The cutting path is chaotic. Straight line is cut instead of the arc which should be machined,; or the machining straight line would become machining arc. The main reasons are:
① One-axis stepping motor does not move or swing (for example, the stepping motor is out of phase), and the other axis is normal, which causes the arc to become a straight line. Check for failures such as missing phases or slippage of the driveline.
② The CNC corrects errors such as quadrants. It is an arc to linear interpolation and the system fault should be checked.。
- Exclusion method when the accuracy of the workpiece after processing is seriously worse
No abnormality was found and the machine coordinates returned to the origin (end point) after machining. However, the accuracy of the workpiece was extremely poor, this was often caused by the following reasons:
(1) When the workpiece is deformed, the residual stress should be eliminated, the clamping method should be changed, the cutting route should be taken, and other methods should be used to make up for it.
(2) The interference of moving parts, such as the work bench being strongly rubbed by the protective parts (such as the cover), or even being overrun, causing an overshoot, should be carefully checked whether the movement of each part interferes.
(3) The accuracy of the screw nut and the transmission gear must be matched with the clearance and the clearance must be exceeded. Check the accuracy of the table movement.
(4) The verticality of the X, Y axis table slide plate is too bad, check the verticality of the X and Y axes.
(5) The guiding accuracy of the guide wire (or guide) of the molybdenum wire is poor. Check the working direction of the guide wheel (guide wheel) or guide working state and accuracy.
(6) Various parameters in the processing are changed too much, and measures such as power supply voltage regulation should be considered
- “Flower filament” phenomenon in high speed wire cutting
The molybdenum cutting wire used in high-speed wire-cut WEDM processes is generally black before it is used (ie, new aluminum wire). When processing iron-based alloys, it is generally in silver grey. After twenty to thirty minutes, the surface of the electrode will be silver-gray and more uniform. But sometimes there will be an abnormal situation, there will be many black spots (or black spots) on the electrode at the time of processing, each dark spot is of different sizes, usually several to more than ten millimeters long, arranged in a certain pattern, Around the silk drum, it will appear as a flower spot, so the operators call it “filament.”
The main reason for the “filament” phenomenon is that during the discharge processing, some pulsed discharges cannot be de-ionized in time to form partial continuous abnormal discharges, causing the local area to overheat and the grease in the emulsion to be thermally decomposed and decomposed a lot of free carbon. These free carbons adhere to the electrode molybdenum wire china and form carbides on the surface of the electrode under abnormal discharge. The “filament” phenomenon is similar to “pull-arc burn” in electric discharge forming. Once the “burning arc burn” phenomenon occurs in the discharge processing area, burn marks appear on the surface of the workpiece and the tool at the same time, and a black carbonized material is formed. If you do not clear it in time, you cannot continue processing. After the “wire” phenomenon occurs in the molybdenum wire cutting process, it is very easy to cause broken filaments, and it is not easy to remove the freckles, and we need to cure the cause of the phenomenon of “silk filaments”.
Production experience shows that the production of “silk” is related to the following factors:
(I) the output pulse contain a certain amount of DC splitter, or the long pulse trailing edge is not conducive to deionization after pulse discharge. If one of the pulse power amplifiers is broken down and the output pulse current contains a DC member, abnormal discharge can easily occur.
(2) The working fluid is of low concentration, poor detergent, and severely contaminated. This not only reduces the dielectric properties of the working fluid, but also easily generates abnormal discharges in the narrow processing area.
(3) If the workpiece is very thick and contains ingredients such as carbon particles, it may also cause abnormal discharge and lead to the phenomenon of “filament”. In particular, the phenomenon of “filament” is easily produced when the workpiece contains oxidation black skin, forged sandwich or raw material without forging, quenching and tempering.
Production experience shows that if “filament” has already been produced during on-line cutting, only one of the original workpiece, molybdenum wire or working fluid remains, and the possibility of “spill” again appear to be very large. If there is no effective way to solve the “filigree” problem, it is only necessary to ensure that the pulse power supply does not have a DC output, completely replace the electrode wire and working fluid, clean the machine tool, remove the original workpiece to the oxide film, and remove the contamination, and avoid Open cut kerfs; start machining with large pulse widths, small currents, and high voltages, and gradually increase the T current after processing is stabilized.
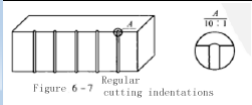
- Regularly cut indentations when using molybdenum cutting wireas electrode
In the high-speed molybdenum wire cutting process, in addition to the “black and white cutting stripe” introduced in Section 6.1.2 of this chapter, there is sometimes another regular indentation (Figure 6-7). This pattern of depressions is very regular, their spacing is the same, and the depth of the indentation is not large, about a few wires, visible with the naked eye. After careful analysis and study, it can also be found that the distance between two concave lines is the length cut during the rewinding of the high-speed wire feeder at one time.

Seeing this kind of anomaly, it is easy to think that the precision of the wire removal system of the machine tool or the change in the wire barrel is due to the loosening of the electrode wire. However, no matter how hard people work hard, concave lines still exist.
In fact, when the package rotates back and forth, it is necessary to cut off the high frequency pulse power. Due to the rotating inertia of the package, the time for switching off the high-frequency power source and the commutation movement time of the electrode wire may also be successive. In this way, the wire in the middle part of the package is fully processed, while the two ends are gradually reduced. Since the wire diameter loss of the electrode wire exists, the machining time of the electrode wire in the middle portion is large and the wire diameter loss is large. The closer to the end surface, the less the machining opportunity, and the smaller the wire diameter loss, so need the coarser the electrode molybdenum cutting wire. In other words, it is the rough aluminum wire with a smaller loss at the two ends that continues to be processed during a certain period of time in the direction of reversing, and thus a concave pattern will be produced on the workpiece after the electrical discharge machining.
Eliminating this method of concave pattern is very convenient: in the case of a large loss of electrode molybdenum wire diameter, as long as the concave pattern is about to appear when the commutation limit switch is moved a few meters in the middle, this regular concave pattern can be eliminated. . If the molybdenum cutting wire loss during the wire cutting process is small, the dimples will not be too obvious.
Want to buy molybdenum wire? And need molybdenum wire price? Please visit www.filter-supplier.com
www.edm-taguti.com, China’s biggest molybdenum wire china manufacturer and exports self developed and patented “cold-drawing” molybdenum cutting wire.
Related knowledge: molybdenum wire uses, molybdenum wire edm, molybdenum wire glass removal tool, molybdenum wire manufacturers in china